|
针对目前国内家禽屠宰净膛作业中自动化程度低、设备配套性差、净膛破损率较高等问题,设计了一套小型智能化家禽低内脏破损率净膛流水线系统。系统由家禽净膛流水线装置、夹取式净膛机械手、触觉系统、光电传感器和PLC控制器组成,可实现家禽屠宰过程中的自动化净膛。以光电传感器的触发信号作为家禽的到位信号,通过PLC控制系统发出的高速脉冲信号控制净膛流水线的运动和精确定位、机械手爪的张合以及机械臂的往复运动;利用EM235模块将实时采集到的机械手爪内壁压力传感器上的压力信号传输到PLC中,一旦压力值达到压力阈值8.22N时,机械手爪即反转一定角度后再掏膛,从而降低内脏破损率。试验结果表明:单个机械手的净膛效率约为100只/h;平均净膛率为86.95%,内脏平均破损率为20%。该系统能够实现智能化地低内脏破损率家禽净膛,且性能稳定,操作简单。
关键词:控制系统分析;智能控制;压力传感器;家禽净膛;流水线;PLC
引 言
在中国,禽肉类产品深受居民的喜爱,其消费量占总肉类消费量的25%以上。中国家禽业经过数十年的发展,已逐渐由传统的农户散养、活禽交易模式过渡到规模化养殖、集中定点屠宰模式。这种转变既能降低家禽食品安全隐患,为市场提供高质量产品,也有利于集中监管,从而保障家禽业健康持续的发展。但与此同时这也对中国家禽屠宰加工提出了更高的要求,家禽屠宰取内脏作业作为家禽屠宰生产线中一道关键的工序,也是目前中国家禽屠宰加工生产过程中实现自动化与机械化程度最低的工序之一。国外早在20世纪初就开始进行家禽屠宰加工装备的研究,经过一个世纪的发展,自动掏膛技术在国外已经日渐完善,并逐渐应用于禽类的屠宰加工生产中,取代了人工作业。而中国由于起步较晚,屠宰加工取内脏作业还处于研究阶段,目前仍依靠人工辅助流水线完成,效率低、工作环境差且人工成本高。仅有少数企业从国外引进成套设备,投资大,设备维护昂贵,且由于国内外对家禽内脏饮食习惯的差异,进口的掏膛设备并不能完全适用于国内家禽屠宰加工当中。因此,随着家禽规模化养殖技术的普及,中国家禽屠宰加工装备亟需形成相应规模化的产业链。
规模化养殖为家禽提供了标准的饲养模式,使得同一批次同一品种的禽体长成后的大小基本均匀一致,这为家禽自动掏膛作业提供了有利的条件。挖取式、扒取式和夹取式这3种是目前研究较多的应用于家禽屠宰掏膛中的机械手。本文提出并设计了一种全自动的智能家禽净膛流水线控制系统,以PLC为控制器,以光电传感器的触发信号作为家禽到达指定净膛位置的到位信号,以压力传感器构成触觉感知系统,根据家禽内脏大小,实时控制净膛力度,降低净膛过程中内脏的破损率,从而达到智能化自动掏取家禽内脏作业的目的。
01
流水线及控制系统硬件设计
1.1 系统结构与组成
净膛流水线系统整体如图1所示。该系统包括家禽净膛流水线装置、试验台、机械臂、机械手爪、触觉系统、光电传感器以及由计算机和PLC组成的控制系统。其中触觉系统由安装在机械手指内壁的压力传感器及相应的采集电路组成。
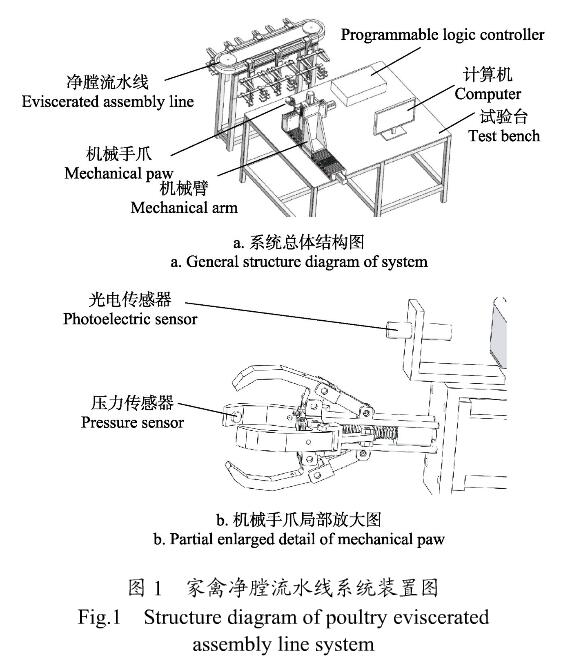
图1 家禽净膛流水线系统装置图
上位机通过USB转RS485通信电缆将相应控制指令发送给PLC,PLC根据接收到的指令控制各机械结构的既定运动,完成对流水线的精确运动控制,机械臂、机械手爪的净膛动作控制,并在净膛过程中实时采集净膛压力值,控制净膛力度,实现家禽净膛的自动化。
1.2 净膛装置机械部分结构设计
1.2.1 家禽净膛流水线的设计
净膛流水线整体设计为环型,由支架支撑,传动方式为同步带传送,由步进电机、减速机、直线导轨、圆弧导轨、底板、同步带主动轮、同步带从动轮、同步带、滑台、家禽固定装置和支架组成。步进电机的输出轴与减速机固定通过联轴器与同步带主动轮连接,直线导轨和圆弧导轨拼接后通过螺栓固定在环形底板,滑台与同步带之间通过卡槽固定,家禽固定装置与滑台之间通过螺栓连接。整体结构图如图2所示。
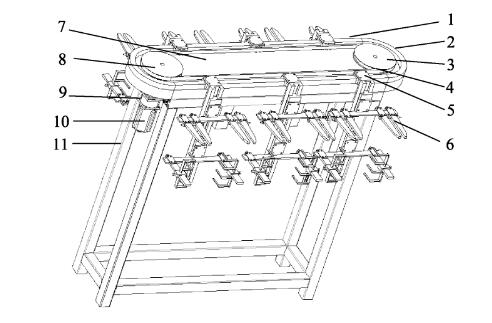
1. 直线导轨 2. 圆弧导轨 3. 同步带从动轮 4. 同步带 5. 滑台 6. 家禽固定装置 7. 底板 8. 同步带主动轮 9. 减速机 10. 步进电机 11.支架
图2 家禽净膛流水线结构示意图
净膛流水线圆弧导轨直径为400mm,主动轮与从动轮中心距为800mm,考虑到家禽的体型,流水线上等间距设计了6个滑台(每2个滑台间距为476mm)。同步带设计为双面齿同步带,一面与带轮上的齿啮合,一面与滑台啮合,家禽采用倒挂的方式固定在家禽固定装置上。系统启动后,净膛流水线同步带带齿与带轮的齿槽相啮合传递动力,带动滑台在导轨上运行,使得家禽也能随之在环型导轨上运动,形成流水线。
1.2.2 净膛机械手的设计
系统的机械臂与机械手爪共同构成家禽的净膛机械手装置。机械臂设计为三维空间下直角坐标型机械臂,运动轨迹为空间直角坐标系下X轴、Y轴、Z轴方向上的直线运动,各轴运动最大行程分别为300、600、400mm;净膛机械手爪设计为对称结构,4根机械手指两两对称,形成一定的包容空间。净膛机械手的结构示意图如图3所示。
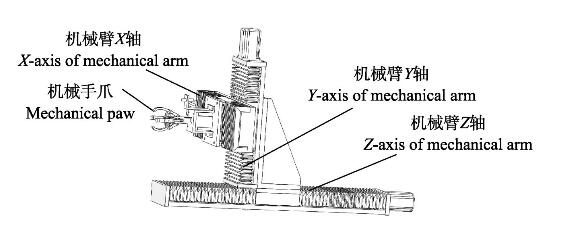
图3 机械手爪和机械臂结构图
机械手爪通过螺栓固定后安装在机械臂X轴方向的滑台上,设置好机械臂各轴以及机械手爪的行程参数和初始位置。系统工作时,机械臂Y轴带动机械手爪前后运动,机械手爪通过机械手指张开或抓紧,实现家禽净膛。
1.2.3 步进电机与驱动器
根据系统中各净膛机械装置的负载需求,在节约成本的前提下选取符合要求的步进电机。考虑到系统中各步进电机的相数、额定转矩、控制精度等要求,选择型号为信捷DP508系列驱动器来驱动系统各步进电机的运动。系统中各电机具体型号及相应参数如表1所示。
表1 步进电机主要技术参数
|
对象
|
主要参数 Main parameters
|
|
步进电机型号
|
步距角
/(°)
|
额定转矩
/(N·m)
|
|
机械臂Y轴
|
57HBP112AL4
|
1.8
|
2.4
|
|
机械手爪
|
57HS5630A4
|
1.8
|
1.2
|
|
净膛流水线
|
86HBP150AL-TK0
|
1.8
|
12
|
另外,净膛流水线和步进电机间选用型号为PX86N024S0的行星减速机,传动比为24:1,用来匹配转速和传递转矩。
1.3 触觉控制系统设计
机械手爪的4根手指为上下左右对称式分布,其中上下2根手指在抓取内脏时由于受到重力因素的影响,测得的压力与实际的压力值会有差异。因此只将压力传感器安装在机械手爪的左右2只手指内壁,净膛时,一旦左右2根手指中任意1个压力传感器测得的压力值达到设定的压力阈值,机械手会立即停止抓紧。本系统选取RFP系列薄膜压力传感器及相应的转换模块,额定电压为5V,量程为0~2kg。
实验室环境下对传感器进行标定,分别将2个压力传感器的标定数据绘制成电压-压力图并进行拟合,图4为标定后测得的电压-压力拟合曲线图,图中实线和虚线分别代表各传感器电压-压力的实际对应曲线和拟合后的对应曲线,拟合的多项式公式也如图中所示。
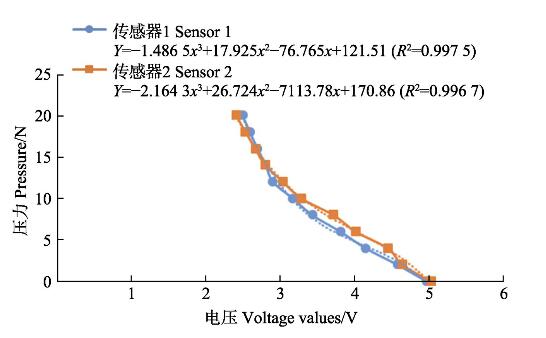
图4 压力传感器电压-压力拟合曲线
1.4 PLC控制系统选型
PLC在整个家禽净膛流水线系统中起到核心控制作用。本系统选用西门子S7-200系列PLC(CPU226DC/DC/DC)作为控制器,再加上模拟量输入/输出扩展模块(EM235)、定位模块(EM253)共同构成控制及压力采集系统的硬件装置。PLC与各模块间通过自带的专用扩展电缆线连接。控制系统与外部设备电路接线示意图如图5所示。
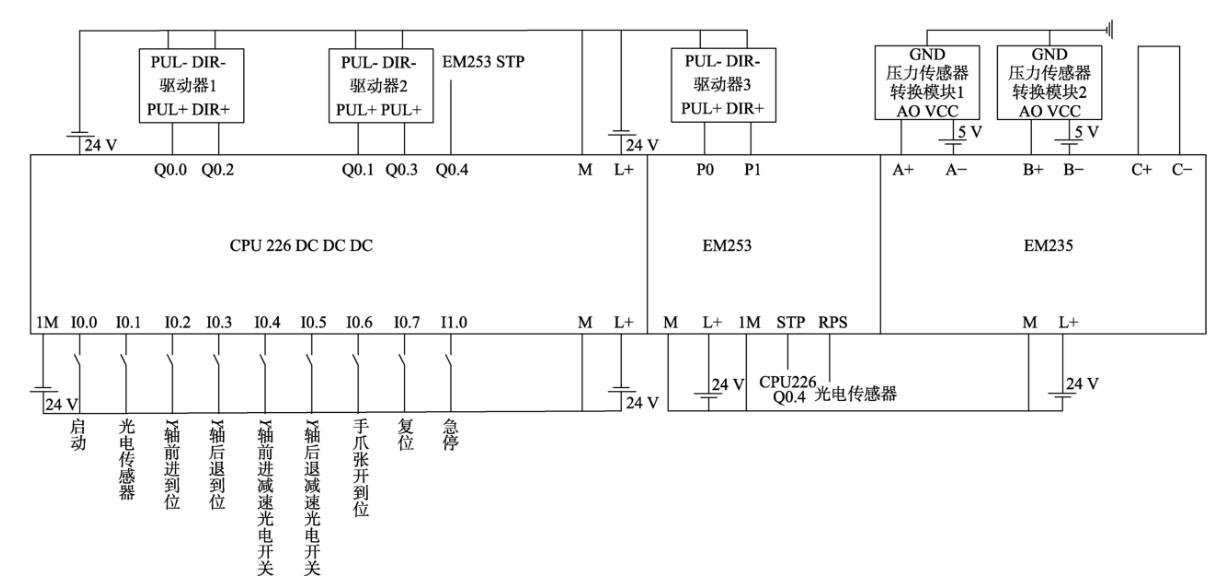 图5 系统电路接线示意图 图5 系统电路接线示意图
1.5 光电传感器选型及安装
光电传感器的发光器可以发出光束,当家禽通过并挡住光束时,会有部分光反射到接收器。此时光电传感器会输出高电平,PLC接收到上升沿后控制系统的下一步动作。本系统选用鑫社电气M18漫反射型光电传感器,光电传感器与主电路接线如图6所示。
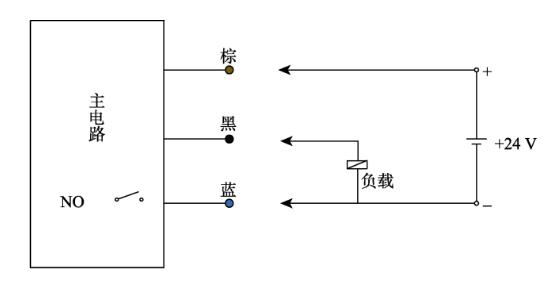
图6 光电传感器接线图
经过反复调试发现,当机械手爪的中心与流水线上夹具中心的连线垂直于竖直作业面时,最有利于机械手深入家禽腹腔净膛作业,系统将此位置定义为流水线的标准净膛位置。因此试验前,调整好光电传感器位置,并通过EM253模块与光电传感器配合确保每次净膛时,流水线都能停在标准净膛位置处。
02 控制系统软件设计
控制系统软件设计主要包括人机交互界面程序设计和控制器PLC的程序设计。系统工作流程如图7所示。上位机发出一个启动命令给控制器PLC,系统启动后,家禽净膛流水线开始工作并输送家禽。当检测到光电传感器触发信号上升沿时,流水线会立即减速至低速运行,检测到光电传感器信号下降沿后,表明家禽已被输送至指定净膛位置;PLC接收信号后,流水线即暂停运动。同时机械臂Y轴从原点前进,当前进至接近家禽内脏时,Y轴减速直至到达家禽内脏处后停止运动;随后机械手爪开始抓取内脏,净膛过程中安装在机械手爪末端的压力传感器实时监测机械手爪对内脏施加的压力。当压力值到达预设压力阈值时,机械手爪张开适当角度,以减少内脏的破损;若压力值始终小于压力阈值,机械手爪会执行完初始设定步数,然后机械臂后退并掏出内脏。机械臂Y轴接近原点时会减速直至回到原点位置;此时机械手爪张开使内脏脱落,同时给PLC发出一个信号,使流水线重新启动,重复这一净膛流程,从而实现家禽净膛的全自动化过程。

图7 系统流程图
2.1 PLC控制程序设计
PLC程序是在STEP7-Micro/WINV4.0编程软件中通过梯形图进行开发。控制系统程序根据功能可分为机械手爪及机械臂控制模块、净膛流水线控制模块以及压力采集模块,由控制系统设计需要,PLC的I/O口分配如下表2所示。
表2 输入输出分配
|
模块
|
输入端
|
信号名称
|
输出端
|
控制目标
|
|
CPU226
|
I0.0
|
外部启动开关
|
|
|
|
I0.1
|
光电传感器
|
Q0.0
|
Y轴电机脉冲输出
|
|
I0.2~I0.3
|
Y轴到位开关
|
Q0.1
|
手爪电机脉冲输出
|
|
I0.4~I0.5
|
减速开关
|
Q0.2
|
Y轴电机方向输出
|
|
I0.6
|
手爪到位开关
|
Q0.3
|
手爪电机方向输出
|
|
I0.7
|
外部复位开关
|
Q0.4
|
EM253模块STP
|
|
I1.0
|
外部急停开关
|
|
|
|
EM253
|
STP
|
流水线急停
|
P0
|
流水线电机脉冲输出
|
|
RPS
|
净膛位置参考点
|
P1
|
流水线电机方向输出
|
2.1.1 机械手爪及机械臂控制模块
S7-200系列PLC有2个高速脉冲发生器,执行脉冲输出指令(PLS指令)时可输出高速脉冲串(PTO),实现对机械臂Y轴以及机械手爪的运动控制。机械手爪和机械臂Y轴上分别安装有手爪张开到位、前后限位开关,规定了系统的工作原点,其中机械臂Y轴靠近前、后限位开关处还分别安装有2个减速开关,控制机械臂接近停止位置时的速度,实现机械臂的软停止,保护限位开关。机械臂Y轴净膛时的运动轨迹如图8所示。

图8 机械臂Y 轴运动轨迹
2.1.2 净膛流水线控制模块
净膛流水线的运动由西门子定位模块EM253控制完成。将家禽的标准净膛位置在系统中设置为参考点,调用“POSx_RSEEK”子程序,检测到光电传感器输出上升沿时,流水线会立即由高速降到设置的低速运行,当光电传感器输出下降沿时,寻找参考点结束,流水线停在净膛位置。EM253的寻参功能可以提高系统净膛时的定位精度。寻找参考点轨迹如图9所示。
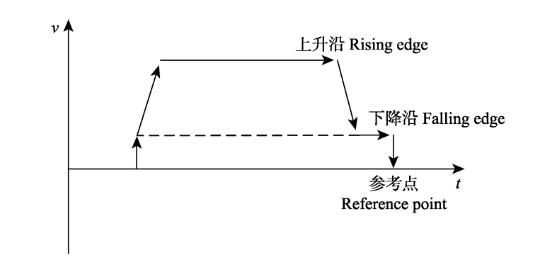
图9 寻找参考点运动轨迹
2.1.3 压力采集模块
系统用EM235模块的2路输入通道(AIW0和AIW2)分别连接2个压力转换模块,用来采集机械手爪左右2根手指上的电压信号。以其中一路AIW0为例,压力传感器量程为0~2kg,输出的电压范围为0~5V,经A/D转换后,数值范围为0~32000,呈线性关系,可见每伏特对应的A/D值为32000/5=6400。因此,当数字量为D时,假设压力为V,那么AIW0的数值转换为实际电压值的计算公式为
V=D/6400 (1)
又根据图4中压力传感器的电压-压力拟合公式,可以计算出机械手爪对家禽内脏实际的压力值,并在程序中实时监控。
2.2 人机交互界面设计
VS2013(Microsoft Visual Studio 2013)是Windows环境下广泛采用的软件开发平台,系统的家禽自动净膛软件使用VS2013基于MFC(Microsoft Foundation Class)开发。主界面如图10所示,主要有3部分组成,分别是通讯调试、手动模式、自动模式。通讯调试模块存在两个文本编辑框,分别是“发送输入”和“接受显示”,点击“发送”时,可以将“发送输入”文本框的内容发送给PLC,通讯模块主要用于与PLC程序联合进行调试使用。手动模式则分为3部分,分别是“Y轴前进”、“Y轴后退”,“手爪夹紧”、“手爪张开”,“流水线正转”、“流水线反转”,自动模式则是通过3个按钮来实现,分别是“自动启动”、“急停”、“复位”,其中急停按钮也可以作为手动模式的停止按钮。上位机通过通信将指令发送给PLC,PLC接收到相应的指令后,会完成相应的运动轨迹。
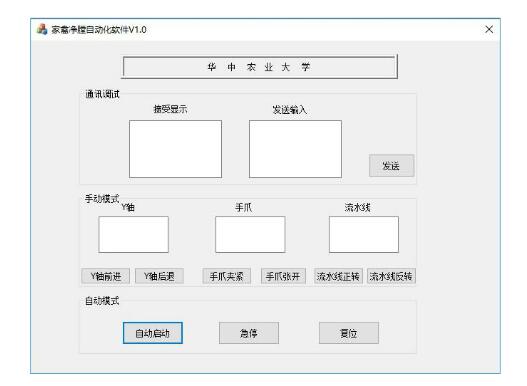
图10 人机交互界面设计
03 系统测试及试验设计
3.1 试验材料
试验材料选取农贸市场宰杀的新鲜肉鸡,试验前,购买60只肉鸡,在经过浸烫、去毛、放血等处理步骤后并完整保留内脏,肉鸡的质量大多分布在1.20kg~1.70kg之间,将60只肉鸡随机分为3组,每组各20只,分别命名为A组、B组、C组。
3.2 试验测试指标
试验所考察的指标主要为家禽的净膛率和掏出内脏的破损率。其中净膛率R公式如下:

式中M为掏出内脏的质量,g;m为残留在家禽腹腔中的内脏质量,g。
而由于肝脏质地脆弱,且其附在内脏表面,净膛时与机械手接触面积最大。因此本试验将肝脏是否破损作为衡量掏出内脏破损的指标。掏出内脏中肝脏出现破裂或表面有裂痕记为1,肝脏完整且无裂痕则记为0。
3.3 家禽流水线自动净膛试验
3.3.1 压力阀值的确定
为了不破坏内脏的可食用性,需保证家禽净膛率的同时降低净膛过程中内脏的破损率。系统以A组为本试验对象,测量净膛时机械手从原始张开状态到最大程度抓紧时,安装在机械手内壁的2个压力传感器中的最大值。对测得的20组压力值取平均值,确定为本试验的净膛压力阈值Fx。如表3所示,最终压力阈值Fx确定为8.22N。
表3 测定压力阈值试验
|
指标
|
试验对象
|
压力阀值
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
18
|
19
|
20
|
质量
/kg
|
1.41
|
1.28
|
1.40
|
1.23
|
1.37
|
1.62
|
1.48
|
1.66
|
1.35
|
1.62
|
1.50
|
1.29
|
1.39
|
1.53
|
1.45
|
1.37
|
1.51
|
1.48
|
1.42
|
1.57
|
压力值
/N
|
8.07
|
7.13
|
7.53
|
7.06
|
7.67
|
9.57
|
8.21
|
9.65
|
7.43
|
9.54
|
9.01
|
7.35
|
7.71
|
8.77
|
8.14
|
7.61
|
8.89
|
8.24
|
7.95
|
8.92
|
8.22
|
3.3.2 家禽净膛试验设计
以B组和C组为试验对象。将压力阈值在系统中设置为8.22N。C组作为对照组,在手动模式下调整好家禽的净膛位置使之处于标准净膛位置处后,使流水线处于静止状态下试验。而B组在系统程序自动模式下进行,设单个机械手的净膛效率为η(只/h),则

式中t1为机械手对单只家禽的净膛时间,约为30s/只(不同内脏质量的家禽,净膛时间略有差异);l为2个滑台的间距;v为家禽的传输速度,根据系统实际负载与稳定运行的需求,将v设定为105mm/s,此时系统的净膛效率约为100只h。
试验时,分别测定B组和C组中每只试验家禽的净膛率,并对所得的20组净膛率数据取平均值,记为平均净膛率;统计B组和C组净膛过程中试验家禽的肝脏破损情况,将肝脏破损出现的次数占20组数据中的比例记为内脏的破损率。对比B组和C组中各试验指标,考察流水线的运行是否对家禽的净膛效果以及内脏的破损率有影响。
3.4 试验结果与分析
流水线电机在运行状态下,B组平均净膛率为86.95%,经过统计,B组试验对象中,有4组肝脏出现破损,破损率为20%。具体数据如表4所示。
表4 流水线运行状态下净膛试验
|
对象
|
序号
|
质量
/kg
|
掏出内脏质量
/g
|
残留内脏质量/g
|
内脏有无破损
|
净膛率
/%
|
|
B组
|
1
|
1.42
|
138.94
|
19.70
|
0
|
87.58
|
|
2
|
1.39
|
140.43
|
20.93
|
0
|
87.03
|
|
3
|
1.37
|
135.70
|
21.85
|
0
|
86.13
|
|
4
|
1.49
|
152.13
|
14.55
|
1
|
91.27
|
|
5
|
1.33
|
129.44
|
25.12
|
0
|
83.75
|
|
6
|
1.45
|
147.81
|
17.88
|
1
|
89.21
|
|
7
|
1.48
|
143.18
|
18.11
|
0
|
88.77
|
|
8
|
1.36
|
136.67
|
22.36
|
0
|
85.94
|
|
9
|
1.40
|
138.38
|
17.54
|
0
|
88.75
|
|
10
|
1.38
|
137.51
|
22.14
|
0
|
86.13
|
|
11
|
1.54
|
131.93
|
21.98
|
0
|
85.72
|
|
12
|
1.51
|
138.87
|
20.77
|
0
|
86.99
|
|
13
|
1.28
|
125.61
|
19.22
|
0
|
86.73
|
|
14
|
1.64
|
199.87
|
40.93
|
1
|
83.00
|
|
15
|
1.25
|
128.17
|
21.88
|
0
|
85.42
|
|
16
|
1.59
|
155.82
|
26.72
|
1
|
85.36
|
|
17
|
1.42
|
141.28
|
19.84
|
0
|
87.67
|
|
18
|
1.38
|
125.44
|
18.35
|
0
|
87.24
|
|
19
|
1.45
|
144.53
|
18.19
|
0
|
88.82
|
|
20
|
1.53
|
144.33
|
20.61
|
0
|
87.50
|
|
平均净膛率
|
86.95
|
注:表中0表示内脏无破损,1表示内脏有破损,下同。
如下表5所示,在流水线静止状态下对C组家禽进行净膛试验,试验可得平均净膛率为88.09%,且掏出内脏中没有出现肝脏破损情况。
表5 流水线静止状态下净膛试验
|
对象
|
序号
|
质量
/kg
|
掏出内脏质量/g
|
残留内脏质量/g
|
内脏有无破损
|
净膛率
/%
|
|
1
|
1.39
|
141.62
|
19.73
|
0
|
87.77
|
|
2
|
1.40
|
143.48
|
19.07
|
0
|
88.27
|
|
3
|
1.47
|
150.21
|
22.09
|
0
|
87.18
|
|
4
|
1.34
|
130.40
|
22.94
|
0
|
85.04
|
|
5
|
1.44
|
140.81
|
18.86
|
0
|
88.19
|
|
6
|
1.47
|
137.53
|
16.36
|
0
|
89.37
|
|
7
|
1.38
|
142.73
|
17.42
|
0
|
89.12
|
|
8
|
1.31
|
133.86
|
22.85
|
0
|
85.42
|
|
9
|
1.52
|
163.96
|
10.73
|
0
|
93.86
|
|
10
|
1.36
|
137.51
|
19.05
|
0
|
87.83
|
|
11
|
1.51
|
148.34
|
27.09
|
0
|
84.56
|
|
12
|
1.66
|
170.44
|
19.76
|
0
|
89.61
|
|
13
|
1.40
|
140.77
|
18.55
|
0
|
88.36
|
|
14
|
1.58
|
156.21
|
21.46
|
0
|
87.92
|
|
15
|
1.37
|
135.24
|
16.44
|
0
|
89.16
|
|
16
|
1.39
|
130.49
|
24.79
|
0
|
84.03
|
|
17
|
1.26
|
124.32
|
17.25
|
0
|
87.81
|
|
18
|
1.29
|
126.83
|
16.61
|
0
|
88.42
|
|
19
|
1.46
|
138.53
|
10.86
|
0
|
92.73
|
|
20
|
1.47
|
147.48
|
21.85
|
0
|
87.10
|
|
平均净膛率/%
|
88.09
|
试验结果表明:就净膛率而言,与静态净膛相比,流水线运行时的动态净膛率仅降低了1.14个百分点,对净膛效果影响不大;就破损率而言,动态净膛时内脏破损情况出现4次,高于流水线静止状态下净膛试验中的0次。这说明流水线的运转对内脏的破损率有一定的影响。这是因为:1)净膛时,不能根据禽体内脏的大小进行自动调整;2)流水线在运转过程中不是绝对平稳;3)家禽在传输时内脏会发生轻微移位,尤其是肝脏,附着在内脏表面,更易在传输时受到扰动发生位置偏移,所以净膛时偏离了设定的净膛位置而出现内脏破损情况。
04 结 论
该系统以PLC为核心控制器,以光电传感器的触发信号作为家禽的到位信号,以压力传感器作为触觉系统,并以基于MFC开发的人机交互界面作为控制界面,设计了一套小型智能化家禽低内脏破损率净膛流水线系统。在夹取式机械手的基础上,对净膛流水线的机械结构进行了设计,并实现了系统的整体控制,且结构合理,运行稳定,操作方便。试验结果表明,家禽净膛流水线稳定工作时,单个机械手的净膛效率约为100只/h,家禽的整体净膛率为86.95%,整体破损率为20%,与静态净膛试验相比,净膛率差别不大,但破损率有所上升,总体符合预期设计要求。
后续研究中,可以测试家禽的肝脏在净膛过程中的应力—应变结果,根据结果进一步调整机械手净膛动作,以期达到更好的净膛效果和提高净膛效率。
|
