|
在养猪生产实践中 , 如何提高断奶仔猪日粮的消化率并减少断奶猪的腹泻成为动物营养学家关注的焦点。常规的做法是使用易消化的饲料原料,但易消化的饲料原料价格昂贵,成本高。为降低饲料成本,人们在教槽料和保育料的加工工艺方面进行了大量的工作。膨胀后低温制粒工艺是一种新型的饲料加工工艺,国内目前研究较少。本研究比较了传统制粒工艺与膨胀后低温制粒工艺对保育料淀粉糊化度、蛋白质体外消化率和仔猪生长性能的影响,为保育料的生产工艺改进提供理论依据和实践参考。
1 材料与方法

试验采用经典的保育料配方,日粮配方及营养成分见表1。
1.1 日粮的制备
对照组日粮采用传统的加工工艺, 即将玉米、豆粕分别进行筛选、磁选、初清后进入待粉碎仓,用锤片式粉碎机进行粉碎,粉碎粒度均为1.5 mm,然后与其他原料混合后80℃调质制粒。试验组日粮同样对玉米、豆粕分别进行筛选、磁选、初清后进入待粉碎仓,用锤片式粉碎机进行粉碎, 粉碎粒度均为2.5 mm。然后将粉碎的玉米和豆粕按3.5:1 混合,由斗式提升机送入膨化工段的喂料仓, 经EXT-155S 型膨化机在110℃温度条件下进行膨化 ,再经冷却、粉碎后得到膨胀玉米- 豆粕产品。需要注意的是膨胀与膨化不同,膨胀一般是物料在105~110℃温度条件下进行挤压膨胀,所得到的物料尽管熟化度低于膨化,但优点是物料不至于过粘而影响制粒。膨化一般是在140℃温度条件下进行,易造成物料过粘,制粒后颗粒太硬,难以大量使用到教槽料和保育料中,因此限制了该工艺在教槽料和保育料 中的应用。将膨胀玉米- 豆粕产品与发酵豆粕、鱼粉、蔗糖、豆油等其他原料混合后粉碎过1.5 mm 筛,然后在60℃条件下低温制粒,获得试验组日粮。
1.2 试验设计与饲养管理
将60 头25 日龄的断奶仔猪,随机分为2 个处理,每个处理6 个重复,每个重复5 头仔猪。对照组使用传统制粒工艺的保育料,试验组使用膨胀后低温制粒工艺的保育料,饲养期28 d。试验于广东省惠东某猪场进行,干料饲喂, 自由采食和饮水,自然光照,每天定期打扫舍内卫生, 清理饮水器和食槽。按正常免疫程序免疫,每天观察记录试验仔猪腹泻、病死亡情况。
2 结 果
2.1 不同加工工艺对保育料淀粉糊化度和蛋白质体外消化率的影响
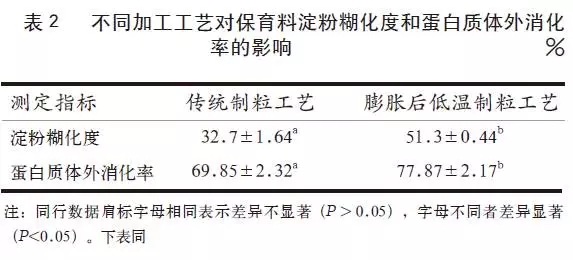
由表2 可以看出,与传统制粒工艺相比,膨胀后低温制粒工艺显著提高了保育料的淀粉糊化度(P < 0.05),提高幅度为56.9%;膨胀后低温制粒工艺显著地提高了保育料的蛋白质体外的消化率(P < 0.05),提高幅度为11.48%。
2.2 不同加工工艺的保育料对仔猪生长性能的影响

由表3 可以看出,与传统制粒工艺相比,膨胀后低温制粒工艺显著地提高了保育阶段仔猪的日增重和采食量,提高幅度分别为27.61%(P < 0.05) 和21.63%(P < 0.05);耗料增重比改善幅度为4.52%(P > 0.05);饲喂膨胀后低温制粒工艺保育料的仔猪腹泻较少(P > 0.05)。
3 肉鸡发酵饲料原料及其工艺
挤压膨胀与挤压膨化都是一个力化学过程,在此过程中,物料组分发生了复杂的物理化学变化;在高温、高压、高剪切力环境下,淀粉分子间的氢键断裂,淀粉发生糊化、降解,生成小分子量的物质, 淀粉的水溶性增强;蛋白质发生变性、重组,蛋白质水溶性和生物学效价下降,脂肪与淀粉以及蛋白质形成脂肪复合体。
有研究表明,膨胀加工可以使饲料中淀粉的糊化度达到60% 以上,这主要是由于膨胀加工不仅使物料的温度急骤升温达到110℃以上,而且其压力也远远高于在制粒过程中所产生的压力,因而物料在高温、高压的作用下,物料中的淀粉能得到较大程度的糊化。 本试验结果表明,膨胀加工显著地提高了保育料的淀粉糊化度,提高幅度为56.9%, 这与李启武和程译锋等研究结果一致。
玉米、豆粕在膨胀加工过程中受温度等影响, 其蛋白质结构发生了变化。植物性蛋白质的分子结构被打破,三级和四级结构的结合能力变弱,表面电荷重新分布,促使蛋白质分子结构延展、重组, 分子间氢键、二硫键等次级键部分断裂,进而导致蛋白质变性、消化率发生改变。本试验结果表明,与传统制粒工艺相比,膨胀后低温制粒工艺显著提高了保育料的蛋白质体外消化率,提高幅度为11.48%。这与Svihus 等和于纪宾等试验结果相一致。而淀粉的糊化度越高,越容易被酶水解,有利于消化吸收。因此,保育料采用膨胀后低温制粒后, 对仔猪的生长性能将会产生有益的影响,与本试验结果一致。与传统制粒工艺相比,膨胀后低温制粒工艺显著地提高了仔猪的采食量、日增重,这与程志斌等的研究结果相同,说明膨胀后低温制粒能够改善仔猪的生长性能。
4 结 论
经膨胀后低温制粒的保育料能有效提高饲料的淀粉糊化度和蛋白质体外消化率,促进了仔猪对饲料的消化吸收,提高其生产性能。
参考文献略
|
